

Gear Shaft Press-fitting System
Achieving 0% defect rate by shortening the cycle time and changeover time through optimal settings
System Overview
1. Explanation of Process
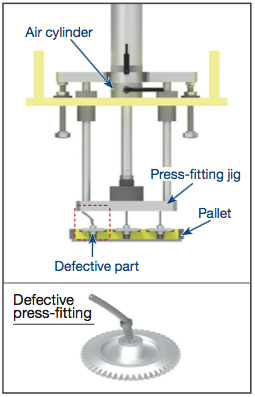
This is a process for assembling gear parts with shafts for toys. A metal shaft is press-fit through a resin gear. This press-fitting action uses a rod-type air cylinder with external guide.
The press-fit parts are transferred to the packing process. The system supports three types of gears of different sizes.
2. Explanation of Operation
- One pallet carries six resin gears, each with a metal shaft tentatively inserted through it. The pallet is fed on the conveyor, and stops at the raised pallet stopper [1].
- The air cylinder comes down slowly and moves the pressfitting jig to press-fit metal shafts through resin gears. Shafts are press-fit through all six gears at the same time.
- The air cylinder causes the press-fitting jig to rise. The pallet stopper [1] comes down and the pallet is discharged onto the packing process from the conveyor.
- Once the pallet has been discharged, the pallet stopper [1] rises to stop the next pallet. The pallet stopper [2] comes down and feeds a pallet.
Problems Experienced While Using the Air Cylinder
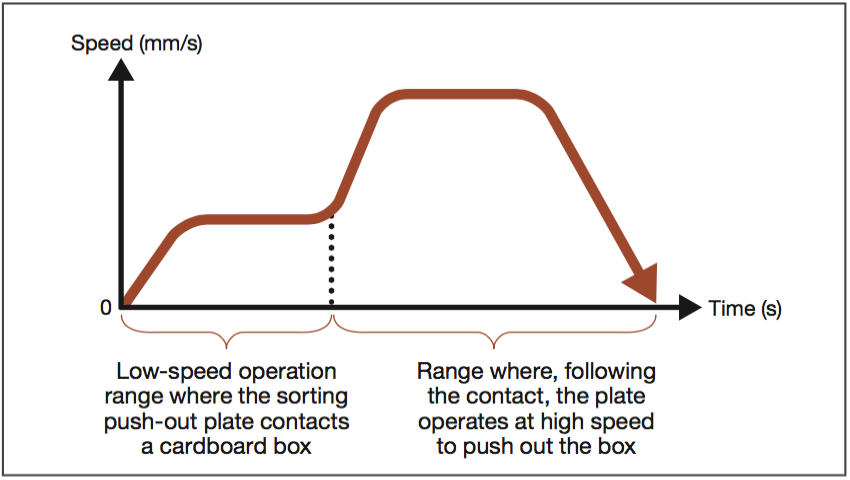
The air-cylinder system operated at low speed for approach and press-fitting, and then performed the subsequent ascent operation at high speed.
The average cycle time was 5.80 seconds.
If the speed is lowered to 10 mm/s or so at the time of press-fitting, problems no longer occur. To achieve enough production volume, however, the company used a speed setting of 30 mm/s or so and shortened the cycle time as much as possible instead. As a result, the parts received strong impact when contacted by the press-fitting jig, and problems occurred.
The defect rate was approx. 0.02%.
Also, changeover occurs three times a day to produce three types of parts. Each changeover took approx. 20 minutes.
The challenge was: how to shorten the system operating hours per day and reducing the defect rate, by maintaining the same production volume.
Improvements Achieved by the ROBO Cylinder
1. Significantly shorter cycle time, achieved through optimizing operation pattern
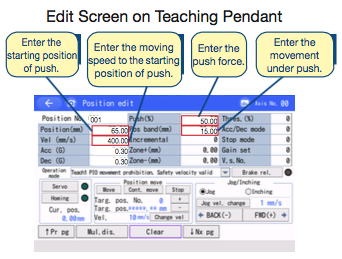
The ROBO Cylinder lets you set desired positions, speeds, accelerations, and decelerations. You can also change the speed during operation.
![]()
The air-cylinder system had to return to the top position after each press-fitting operation.
After changing the air cylinder to the ROBO Cylinder, the jig now needs to return only to the starting position of press-fitting (2 mm above the tentatively inserted metal shaft) from the second ascent operation, which reduces the moving distance to the minimum.
As a result, the average cycle time was shortened to 4.71 seconds.
Cycle time |
|
Air cylinder:5.80 seconds |
ROBO Cylinder:4.71 seconds |
2. Achieving 0% defect rate using the push-motion function of the ROBO Cylinder
A desired push force can be set as a percent value (Note 1) to ensure stable operation.
The company used this function to achieve 0% defect rate.
Note 1: For the relationship of push force and percent value, refer to “Correlation Diagrams of Push Force and Current-limiting Value” on the technical information pages in our catalog.
Defect rate |
|
Air cylinder:0.02 % |
ROBO Cylinder:0 % |
3. Shorter changeover time
This system produces three types of parts, each having a different shape.
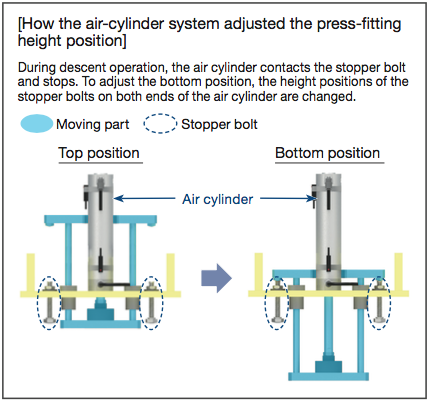
The changeover in the original air-cylinder system used a regulator to adjust the air pressure, to adjust the stopper bolt height and change the press-fitting force.
![]()
With the ROBO Cylinder, programs can be created beforehand for the different gear types and shaft sizes.
For the changeover, all you need is change the program to one matching the type of part. By implementing the ROBO Cylinder, the changeover time dropped considerably to just 10 seconds per changeover, or 30 seconds (0.5 minute) per day.
Changeover time per day |
|
Air cylinder:60 minutes |
ROBO Cylinder:0.5 minutes |
Cost Cutting Effect
1. Conditions
One operator operates three systems.
Required production quantity (day) |
37,800 pieces/day (6,300 pieces x 3 types) |
Labor cost (hour) |
$18* |
Cost of part (estimate) |
$0.32*/piece |
Annual operating days |
250 days |
2. Comparison of Air Cylinder and ROBO Cylinder
| Item | System using air cylinder | System using ROBO Cylinder | |
| Cycle time | 5.80 seconds | 4.71 seconds | |
| Line operating hours (day) | 11.1 hours/day
[1] 5.80 seconds x 6,300 pieces = |
8.3 hours/day
[1] 4.71 seconds x 6,300 pieces = 29,673 |
|
| Labor cost (annual) | $16,650*
11.1 hours x $6* x 250 days = $16,650* |
$12,450*
8.3 hours x $6* x 250 days = $12,450* |
|
| Defect rate | 0.02% | 0% | |
| Defect disposal cost (annual) | $604.80*
37,800 pieces x 0.02% x $0.32* x 250 days = $604.80* |
$0 | |
Note 2: One operator start three systems, so the labor cost per hour is calculated as $18* / 3 systems = $6*.
3. Cost Cutting Effect
| Air cylinder | ROBO Cylinder | ||
| Labor Cost (annual) | $16,650* – | $12,450* = | $4,200* |
| Cost of discarded defects (annual) | $604.80* – | $0 = | $604.80* |
| Difference = | $4,804.80* |
Result
By implementing the ROBO Cylinder, the cycle time decreased by 19% and the defective rate dropped to 0%. What’s more, the ROBO Cylinder has longer life and need not be replaced for at least 10 years.
$4,804.80* of annual cost savings was achieved.
* Exchange Rate: 1(USD) = 100(Japanese Yen)